Telephone: 86-18937010258
86-0370-5700888
Phone: 86-18438296999
Email : henanyonggong@163.com
Website: en.hnygjx.com.cn
Production base: 2 xishan road, yongcheng economic and technological development zone, henan province
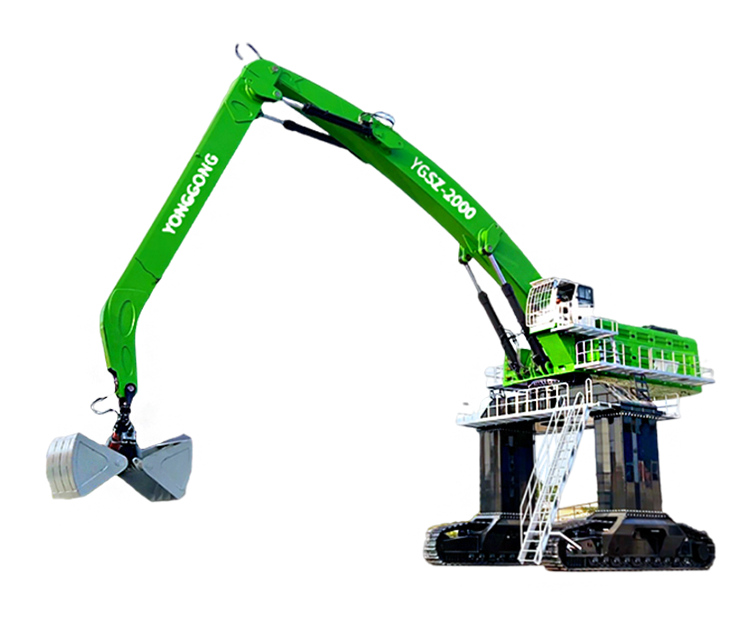
The plum blossom grab bucket is a critical component in material handling equipment, widely used in ports, mining, and construction. Its structural integrity and durability heavily depend on the welding process. The welding of a plum blossom grab bucket involves multiple steps, including material selection, joint preparation, welding methods, post-weld treatment, and quality inspection. Below is a detailed discussion of the welding process for this equipment.
1. Material Selection
The grab bucket is typically made of high-strength low-alloy (HSLA) steel, such as Q345B or Q460C, to ensure toughness and wear resistance. The welding materials (electrodes, wires, and shielding gases) must match the base metal’s mechanical properties. Common choices include:
Electrodes: E5015 (J507) or E5016 (J506) for manual arc welding.
Wires: ER50-6 for CO₂ gas metal arc welding (GMAW).
Shielding Gas: 80% Ar + 20% CO₂ for better arc stability.

2. Joint Design and Preparation
The grab bucket consists of multiple welded components, including the shell, teeth, reinforcing ribs, and hinge mechanisms. Proper joint design is crucial to avoid stress concentration. Common joint types include:
Butt Joints: For shell plates, using V-groove or X-groove preparations.
Fillet Welds: For attaching ribs and teeth.
Lap Joints: For overlapping plates in non-critical areas.
Pre-welding steps:
Beveling: Edges are beveled (30°–45°) to ensure full penetration.
Cleaning: Remove rust, oil, and moisture to prevent defects like porosity.
Preheating (if needed): For thick plates (>25mm), preheat to 100–150°C to avoid cold cracking.
3. Welding Methods
Different welding techniques are applied based on the component’s function and accessibility:
(1) Shielded Metal Arc Welding (SMAW)
Application: Used for small-scale repairs or hard-to-reach areas.
Advantages: Simple equipment, suitable for outdoor work.
Disadvantages: Low efficiency, requires skilled welders.
(2) Gas Metal Arc Welding (GMAW/MIG)
Application: Mainly for shell and rib welding.
Advantages: High deposition rate, good for automation.
Parameters: Voltage 24–30V, current 180–250A, CO₂ shielding gas.
(3) Submerged Arc Welding (SAW)
Application: For long straight seams in thick plates.
Advantages: Deep penetration, high speed, minimal spatter.
Flux: HJ431 paired with H08MnA wire.
(4) Flux-Cored Arc Welding (FCAW)
Application: For high-strength joints in teeth and hinges.
Advantages: Suitable for outdoor windy conditions.
4. Welding Sequence and Techniques
To minimize distortion and residual stress:
Symmetrical Welding: Weld both sides of the shell alternately.
Backstep Welding: Reduces shrinkage by welding in reverse segments.
Multi-Pass Welding: For thick plates, use multiple layers with interpass cleaning.
Critical Areas:
Teeth Attachment: Requires high-hardness weld deposits (e.g., hardfacing alloys).
Hinge Points: Must withstand cyclic loads; full penetration welds are essential.
5. Post-Weld Treatment
Stress Relief Annealing: Heat to 600–650°C for large structures to reduce residual stress.
Peening: Light hammering to relieve surface stresses.
Grinding: Smooth weld seams to reduce stress risers.
6. Quality Inspection
Visual Inspection (VT): Check for cracks, undercuts, or porosity.
Ultrasonic Testing (UT): Detect internal defects in critical welds.
Magnetic Particle Testing (MT): For surface cracks.
Hardness Test: Ensure weld zones meet required toughness standards.
7. Common Defects and Solutions
Cracks: Caused by hydrogen embrittlement; use low-hydrogen electrodes and preheat.
Porosity: Due to contamination; ensure proper gas shielding and clean surfaces.
Distortion: Control with proper fixturing and welding sequence.
Conclusion
The welding of a plum blossom grab bucket demands careful planning, suitable methods, and strict quality control. By selecting appropriate materials, optimizing joint designs, and applying advanced welding techniques, manufacturers can ensure the bucket’s longevity and performance in harsh working environments.